
Di seguito tutte le informazioni e regole per la costruzione di un file di stampa corretto. Se non vengono rispettate le seguenti linee guida Bee-Have S.r.l. non può garantire la buona riuscita del prodotto. Bee-Have S.r.l. non è responsabile di prodotti ritenuti non congrui dal cliente, se non rispecchiano in ogni sua parte le seguenti linee guida.
INDICE:
I formati di file accettati sono:
- .stl,
- .step
- .stp
- .xt
- .obj
*Altre tipologie di file sono da verificare
Chiedere maggiori informazioni ai nostri tecnici
Sono accettati solo file contenenti SINGOLE parti, eccetto parti concatenate e multi parti gabbiate
(Approfondisci qui > File multipli composti)
Tutte le tolleranze riportate sono da intendersi applicate all’intero componente, incluse zone specifiche come spessori, fori, perni, interassi, ecc. Se il file viene diviso a causa delle dimensioni incompatibili con le dimensioni di stampa, le tolleranze fanno riferimento al singolo componente diviso e non sull’intero pezzo assemblato.
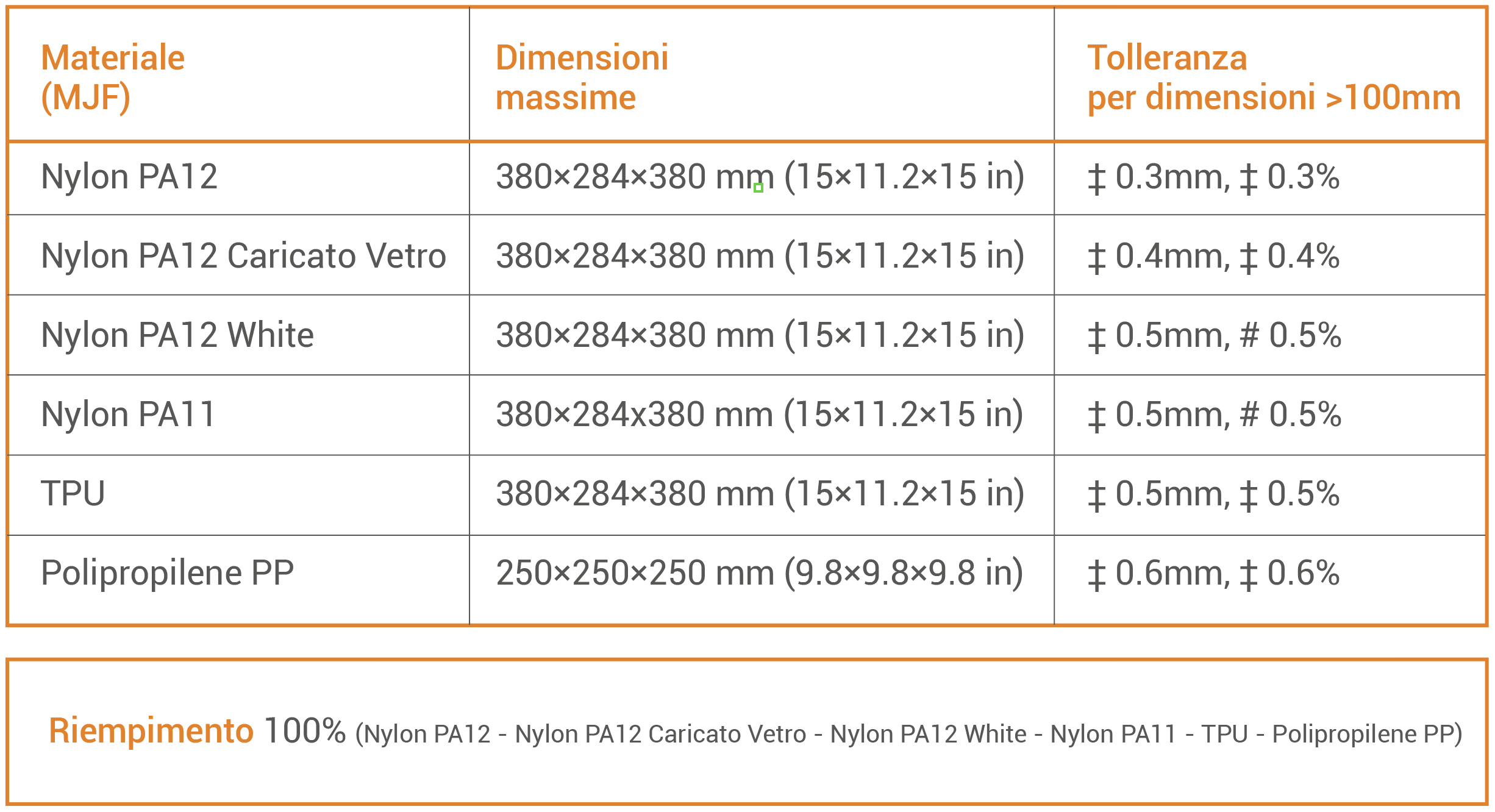
Importante: Le pareti con spessore superiore a 15mm possono incorrere in deformazioni fuori dal range di tolleranza dichiarata. La quantità di materiale presente e lo spessore della sezione sono fattori che influenzano gli stress termici e il suo ritiro.
Per evitare questo inconveniente, è necessario realizzare strutture alveolari di alleggerimento e/o svuotare le zone massive del componente.
Attenzione: Le pareti con una larghezza maggiore di 15mm vengono automaticamente svuotate.
FINITURE
Modifiche nelle dimensioni
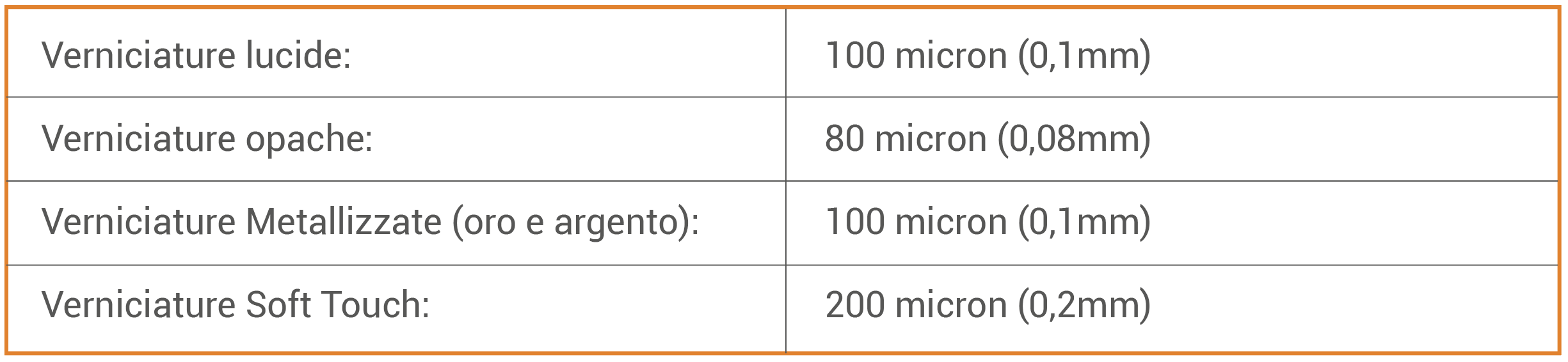
La tintura Nero Top, disponibile tra le nostre Finiture (MJF) non aumenta le dimensioni finali delle parti, in quanto realizzata tramite processo di impregnazione.
Eventuali Verniciature RAL scelte tra le Finiture (MJF) disponibili porteranno ad un incremento dimensionale sullo spessore approssimativamente per i seguenti valori:
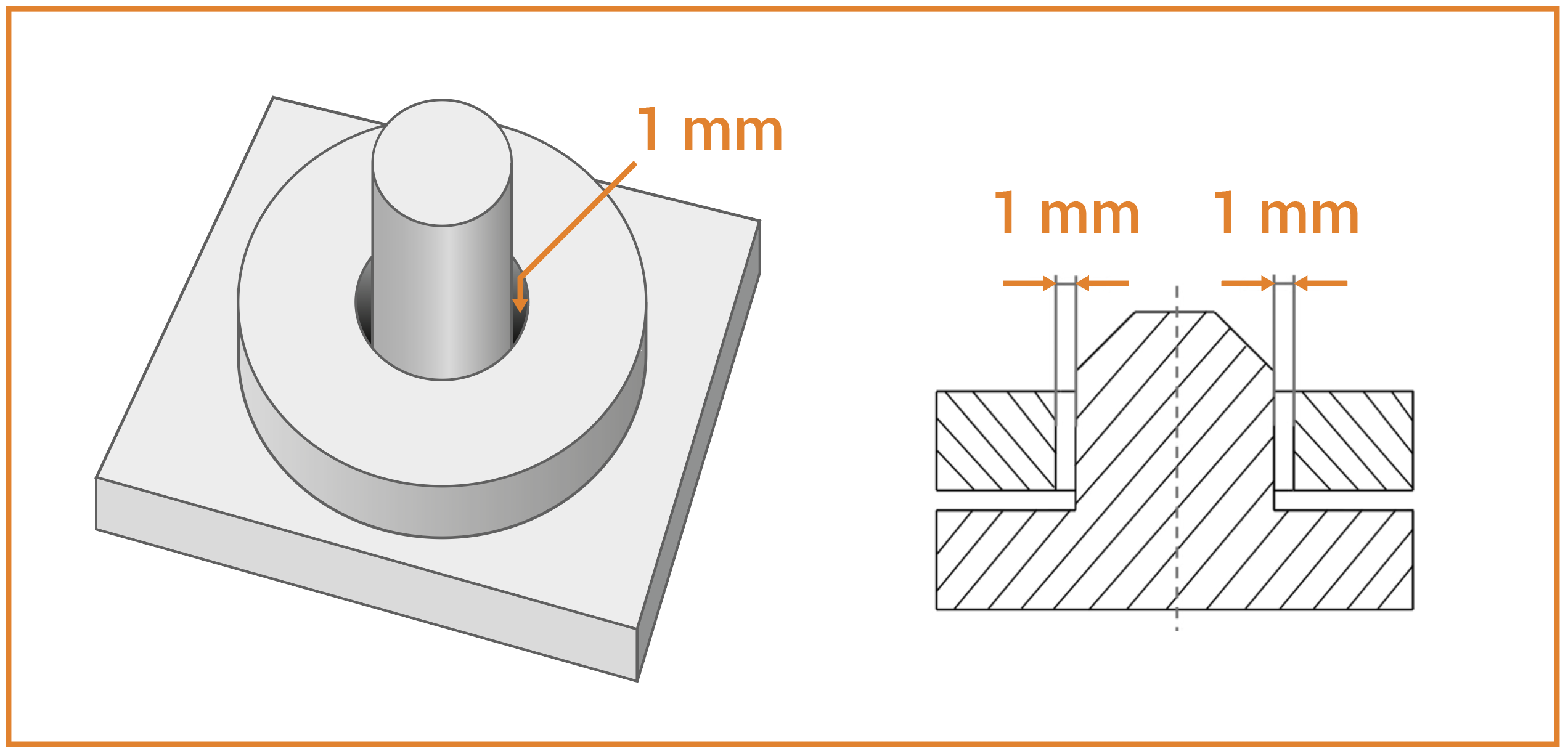
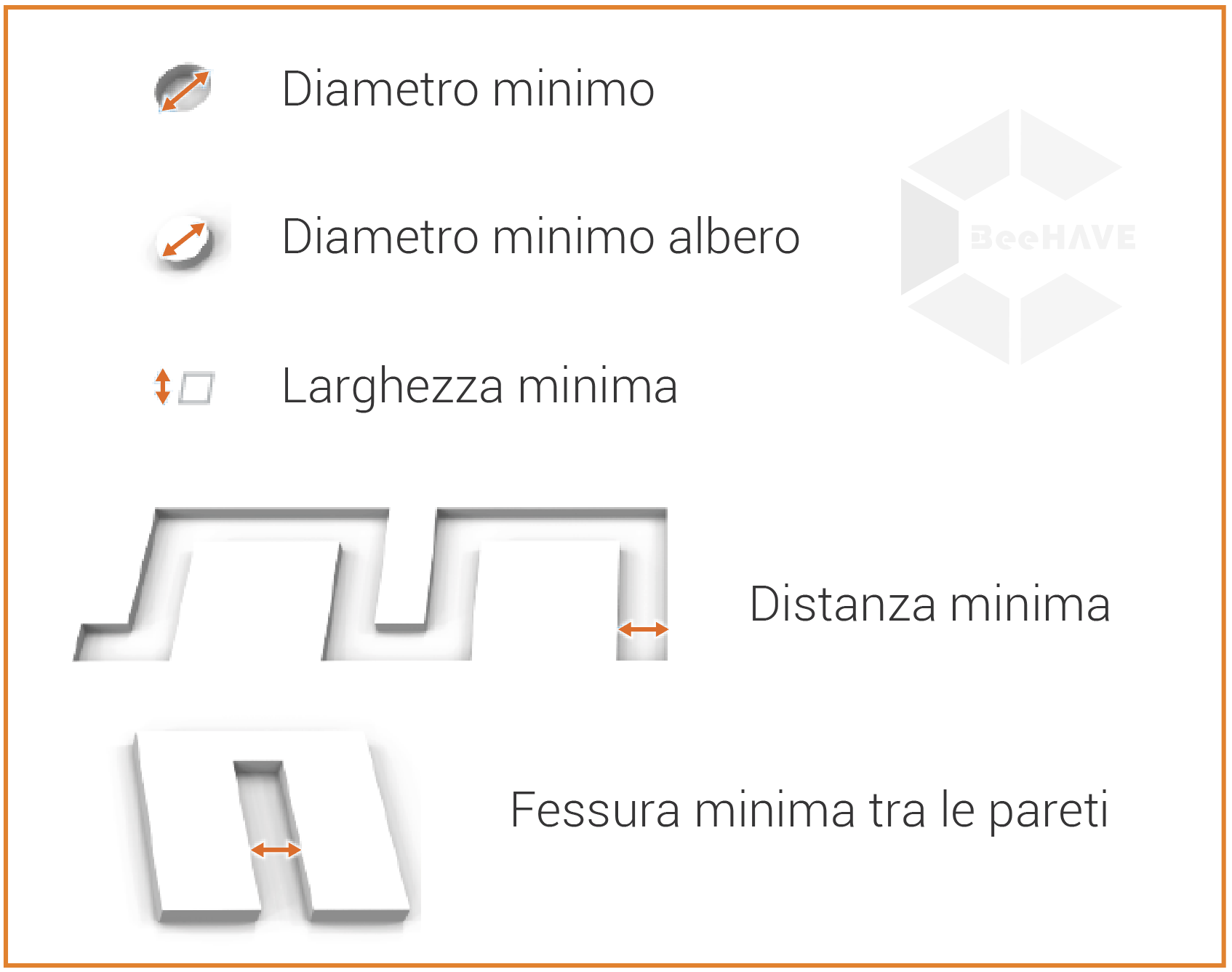
Di seguito informazioni utili in caso di gioco/innesti/ancoraggi tra le varie parti:
- Gioco minimo tra superfici incise a spessore 1 mm = 0.6 mm
- Gioco minimo tra superfici estruse/particolari in rilievo = 0.6 mm
- Diametro minimo di un foro a spessore 1 mm = 0.6 mm
- Diametro minimo di un perno di 10 mm (si consiglia sempre di prevedere raccordi alla base del perno. Per TPU e PA12CB si consiglia di non scendere sotto gli 0,8mm di diametro) = 0.6 mm
- Dimensione minima di particolari (in funzione dell’applicazione, dei materiali e delle finitura) = 0.3-0.5 mm
- Rapporto d’aspetto tra le dimensioni delle parti: non deve superare il valore >10:1
- Gioco minimo tra parti che andranno assemblate (Si consiglia di partire con giochi più alti e fare delle prove di stampa e di incastro) ~ 0.2 mm
- Gioco minimo tra le celle di strutture lattice = 5 mm
Contattaci per maggiori informazioni o per una consulenza tecnica dedicata.
Di seguito informazioni utili sugli spessori minimi delle pareti:
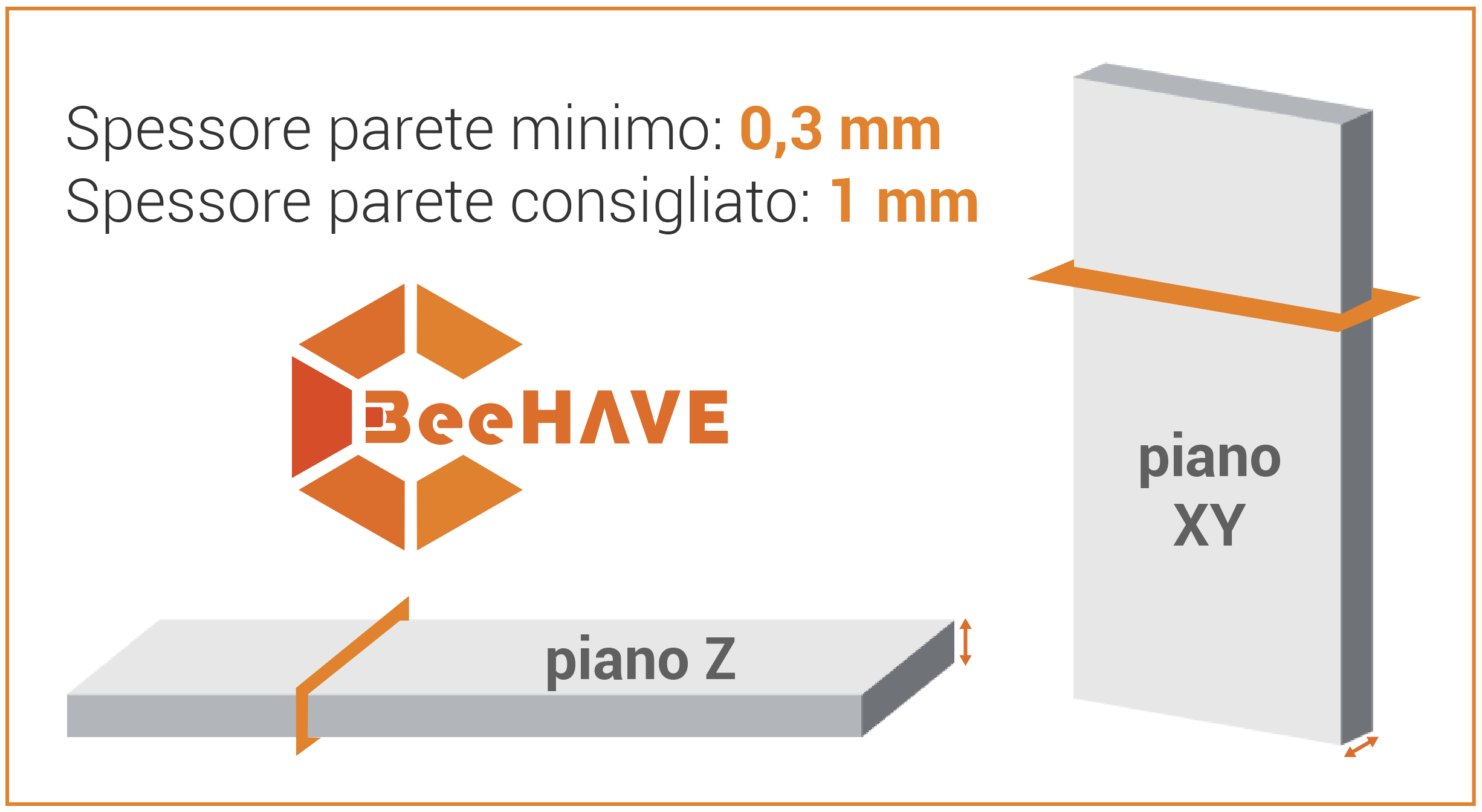
Consigliato: Pareti con uno spessore di 1mm per qualità e performance migliori.
La tecnologia MJF può gestire pareti così sottili ma, per essere sicuri di ricevere prodotti di una qualità adeguata consigliamo sempre di non scendere sotto ai 0,3 mm.
Aree inferiori agli spessori minimi garantiti sono generalmente stampabili ma non viene garantita la loro perfetta realizzazione.
La presenza di pareti al di sotto della dimensione minima garantita può talvolta portare al rifiuto del file durante il processo di validazione tecnica.
Il rispetto di tale caratteristica è a carico del cliente, o del progettista del file.
Attenzione: Non possiamo pertanto garantire l’integrità di queste aree anche se la parte ha passato la validazione.
In fase di configurazione della tua offerta nella pagina Preventivatore, qualora il file caricato contenesse un componente con aree di spessore inferiore al nostro minimo garantito, ti verrà notificato da un nostro tecnico.
Di seguito informazioni utili su fori e cavità:
Le tecnologie di stampa 3D da noi fornite, non consentono una totale pulizia di aree come fori, cavità, canali, intercapedini e sottosquadri quando questi non prevedono un sufficiente accesso per la loro pulizia; il rischio è che queste risultino ostruite dalla polvere. Pertanto non garantendo una completa rimozione del materiale in eccesso.
Ecco alcuni suggerimenti per la progettazione del tuo file:
Il diametro o apertura minima consigliato è di 1 mm; in caso la profondità del foro sia di 3 volte superiore il diametro, la pulizia non sarà garantita.
Per i fori ciechi suggeriamo di aggiungere dei fori di servizio per permettere la rimozione della polvere di costruzione; fori passanti anziché ciechi possono agevolare questa operazione.
Cavità interne o intercapedini irraggiungibili dagli strumenti di rimozione potrebbero presentare rimanenze di strutture di supporto.
Il rispetto delle indicazioni fornite sulla progettazione del file 3D è da considerarsi responsabilità del cliente, o del progettista del file.
In caso di dubbi ti invitiamo a chiedere informazioni al nostro staff tecnico.
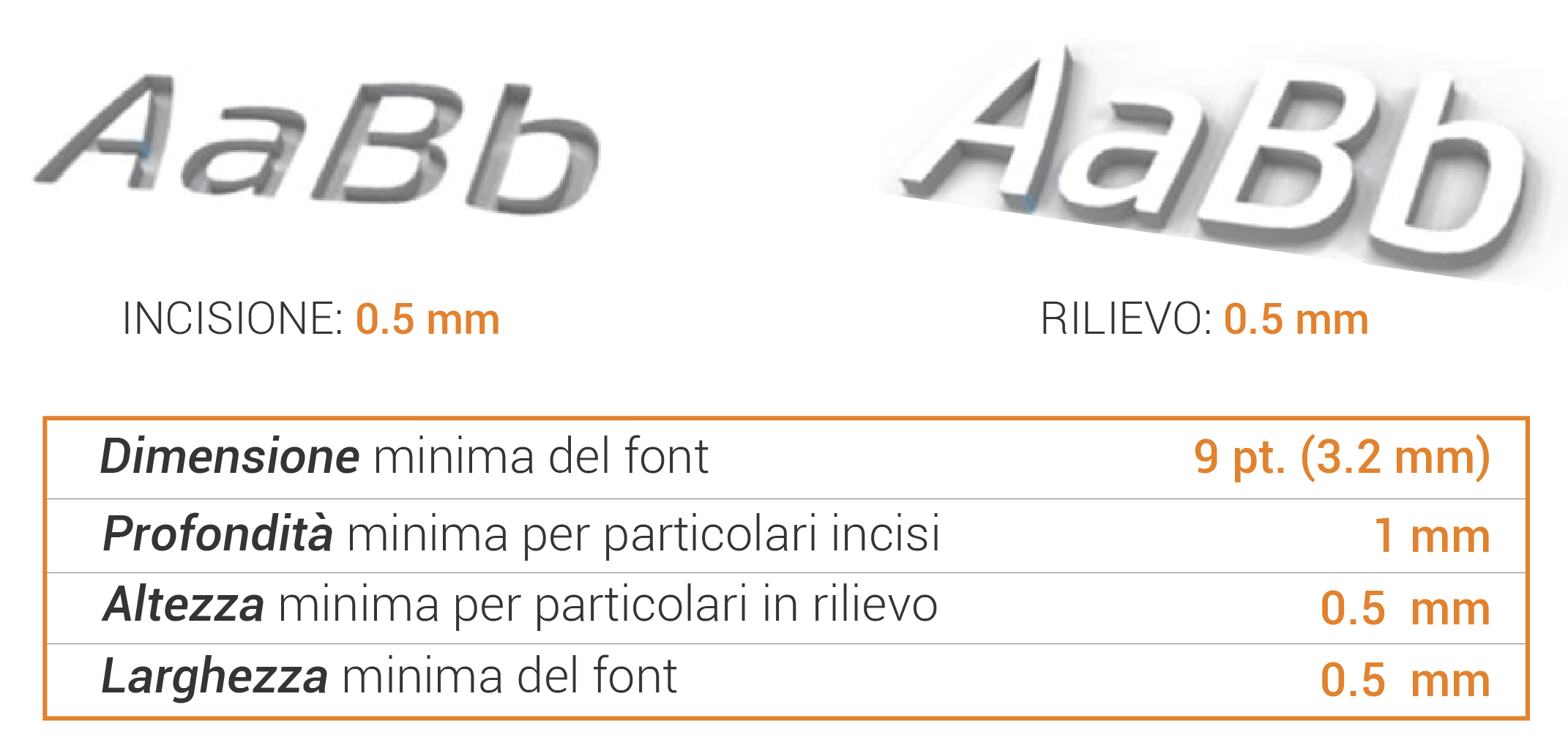
Di seguito informazioni utili su come progettare i testi e la realizzazione di loghi personalizzati:
Si consiglia la progettazione di testi, loghi e altre features con caratteri scavati, con altezze e spessori di almeno 1mm, ciò al fine di garantire una pulizia efficiente da polvere in eccesso. Per soluzioni in rilievo consigliamo allo stesso modo di mantenere 1mm come altezza minima e spaziatura tra i caratteri, così da evitare rotture in fase di lavorazione.
Per le parti stampate con tecnologie MJF con un’area molto massiva, queste rischiano di deformarsi o scoppiare con piccole bolle sulla superficie a causa degli shock termici che avvengono durante il processo di stampa.
Per prevenire questo problema, ti suggeriamo di disegnare sul tuo file almeno 2 fori di 8mm di diametro per permettere la fuoriuscita della polvere di costruzione.
Inoltre, come indicato in questa pagina, ti consigliamo di non stampare parti piene con spessori di oltre 15mm, ma di svuotarle lasciando pareti di 3-4mm.
Attenzione: Le pareti superiori a 15mm saranno automaticamente svuotate dai nostri tecnici in fase di pre-stampa.
Premessa: La stampa di file multiparte viene normalmente sconsigliata in quanto questa non garantisce un controllo completo del processo di stampa e finitura dei pezzi.
Di seguito alcune accortezze progettuali da tenere in mente in fase di progettazione e ordine, in modo tale che i tuoi file inviati siano accettati dal nostro staff tecnico.
Sono accettati file multiparte contenente parti, uguali o diverse e di piccole dimensioni (al massimo 35*35*35mm per ciascuna parte), a patto che queste abbiano attorno a loro una GABBIA CONTENITIVA: in questo modo le piccole parti non andranno perse o smarrite durante le operazioni di pulizia.
ATTENZIONE: Eventuali file multiparte che presentano delle sole connessioni tra loro saranno soggetti a smarrimenti o rotture.
La gabbia contenitiva deve avere uno spessore di almeno 1mm e una maglia sufficiente a non permettere la fuoriuscita dei componenti più piccoli. Il nostro reparto tecnico può provvedere in autonomia a creare una gabbia contenitiva se ritenuta necessaria alla buona riuscita della stampa.
Occorre separare adeguatamente le parti tra loro e la gabbia di almeno 3mm.
Attenzione: Le parti saranno fornite nella gabbia stessa così come da disegno e sono soggette alle regole presentate in questa pagina.
Non sarà possibile garantire, una pulizia adeguata, un controllo di qualità, ed eventuali verniciature tra le Finiture disponibili, se non richiesto espressamente in fase di preventivo.
Attenzione: A causa di limitazioni di tipo tecnologico, parti con superfici ampie, sottili e planari, sono soggette a deformazione termoplastica (fenomeno del WARPAGE).
Di conseguenza suggeriamo di non disegnare parti sottili ed estese, come ad esempio potrebbe essere un foglio 150x150mm o superiore: le tensioni termiche presenti durante il processo produttivo potrebbero manifestarsi facilmente con deformazioni termoplastiche, facendo risultare la parte quindi ricurva o torsionata.
Attenzione: Questo può accadere anche su parti di grandi spessore o densità (>3cm) con almeno una delle sue grandezze estesa per più di 15cm.In questi casi abbiamo alcuni consigli che possono limitare ma non eliminare completamente il rischio di deformazione.
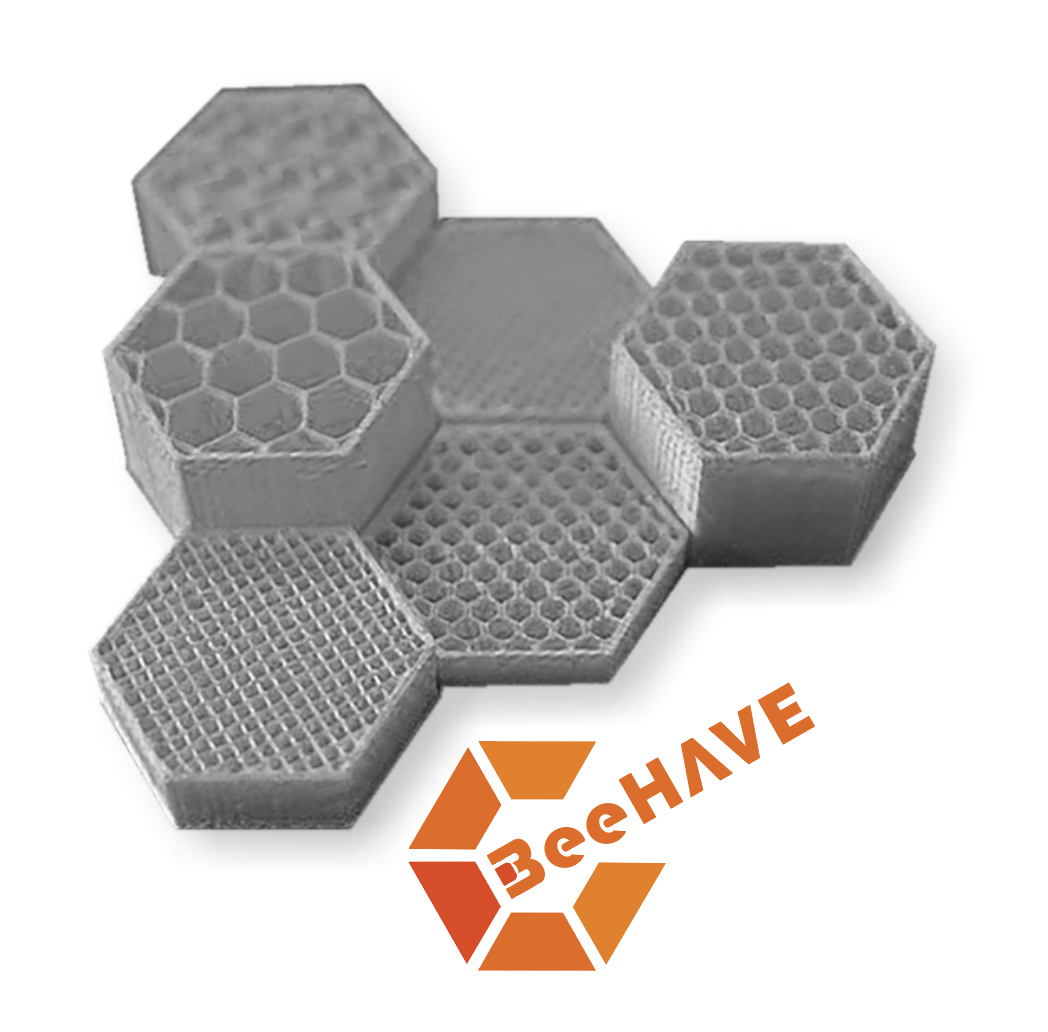
Suggeriamo di realizzare la zona opposta a quella a vista in forma scaricata, svuotando quasi totalmente lo spessore che altrimenti sarebbe pieno, modellando delle nervature (monodirezionali o incrociate) o una struttura di rinforzo reticolare, a nido d’ape o di costole.
In questo modo, si diminuisce parzialmente il possibile manifestarsi del warpage su parti stampate con tecnologia MJF, dando al contempo maggiore flessibilità e leggerezza alla parte oltre ad un ovvio risparmio sui costi dato dalla diminuzione di effettivo volume stampato.
Attenzione: Eventuali casistiche di warpage sui pezzi stampati non potranno essere rimborsati o resi in quanto si tratta di un limite tecnologico non prevedibile.
Il PP è un materiale con un comportamento di stampa particolare, pertanto ci sono alcune accortezze in più rispetto agli altri materiali:
Consigliamo di scegliere questo materiale per il tuo progetto specialmente se hai bisogno di sfruttare le sue proprietà chimiche o elettriche.
Il rapporto Volume / Superficie totale tra questi due valori non può superare il valore di 4-5 volte.
Se si oltrepassa questo valore, la stampa potrà risultare instabile e non sarà possibile prevedere eventuali problematiche dimensionali.
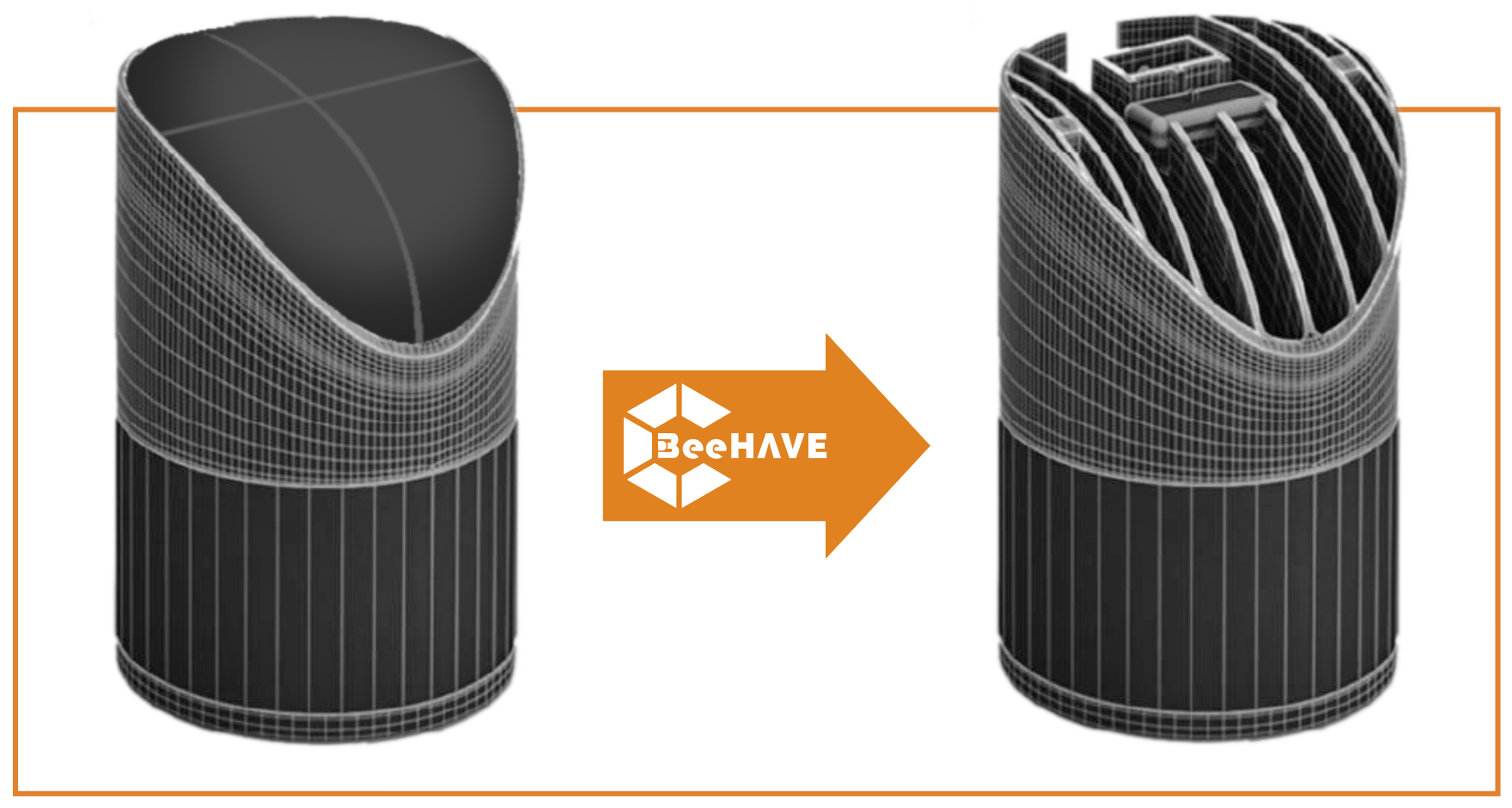
Suggeriamo di alleggerire le zone più dense della parte modellando delle tasche o gole e aggiungere un’eventuale struttura di rinforzo reticolare a nido d’ape o delle nervature, come puoi osservare nell’immagine sottostante.
prima e dopo l’alleggerimento della zona.
Per ottenere il miglior risultato possibile dalla tua stampa in Polipropilene, ti consigliamo di limitare le dimensioni a 100x100x100mm.
Consigliamo di mantenere uno spessore costante sull’intera superficie del pezzo. Questo aiuterà il materiale a tenere un comportamento uniforme durante l’intero processo di stampa e raffreddamento, limitando eventuali deformazioni date dagli stress termici differenziati.
Per ricevere una parte con fori e intercapedini totalmente liberi dalla polvere di stampa, modella sul tuo file dei diametri superiori a 3-4mm. La parziale o totale occlusione dei fori su diametri inferiori potrebbe manifestarsi come limite tecnologico del materiale stesso.